 18202405538 / 18202405538
18202405538 / 18202405538

钢丝绳芯输送带是现代化生产中常见的高强度输送带,适合长距离、大运量、高速度的运输场景。它的强度主要来自内置的钢丝绳。而当两段输送带需要连接时,就要通过接头将钢丝绳重新接合。常用的热硫化工艺,是通过加热加压使生胶变成熟胶,把钢丝绳包裹并粘合成一个无缝高强度的整体。
接头往往是整条输送带中最薄弱的环节,其强度一般低于输送带本身的额定强度,也最容易发生损坏。一旦接头失效导致停机,带来的损失常常远高于接头制作本身的成本。
因此,不同的工况和应用对接头强度提出了不同要求。为此发展出了一级、二级和三级搭接方式,它们在强度、长度、成本和适用场景上有所区别,用户可根据实际需求选择。
一级搭接:高强短接,性能最优
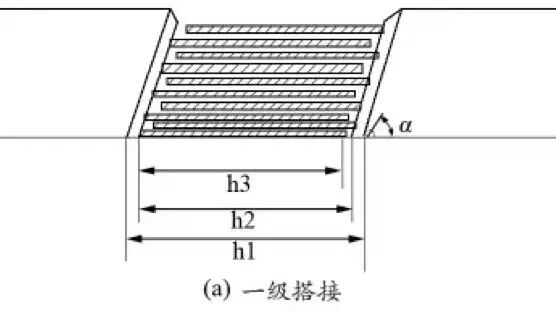
适用带强:ST800–ST1250
特点:所有钢丝绳100%搭接,采用左右交替的“错位搭接”方式。
接头效率:可达100%–105%,甚至更高,强度不输原带。
优点:强度最高、长度短、可靠性好、受力均匀、寿命长、运行平稳。
缺点:对钢丝绳间距要求高,抗局部变形能力稍弱。
二级搭接:均衡之选,常用经济
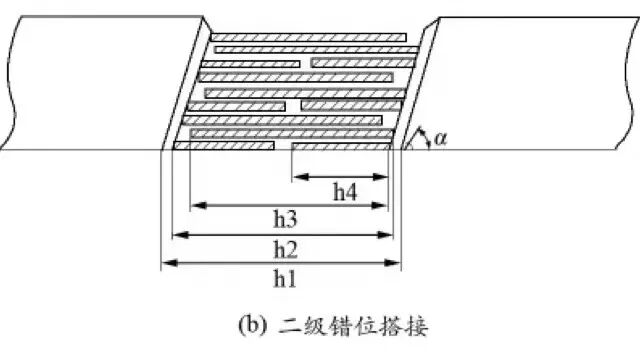
适用带强:ST1600–ST2000
特点:一部分钢丝绳100%搭接,另一部分仅对接并用胶料填充。可视为缩短版的一级搭接。
接头效率:较高,但低于一级。
优点:长度较短,省材料、省工时,性价比高。
缺点:存在应力集中点,长期疲劳性能稍弱。
三级搭接:高强带适用,接头较长
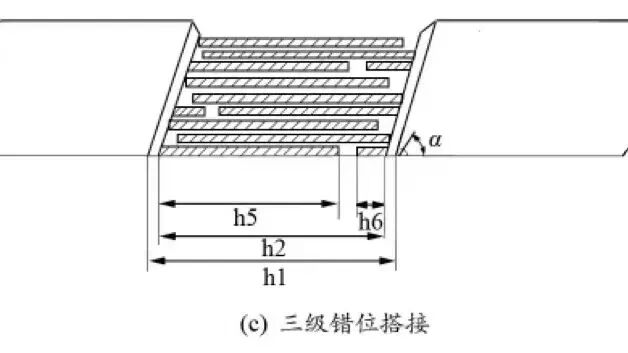
适用带强:ST2000–ST3150
特点:搭接长度较短,常采用“分组集中搭接”,部分钢丝绳仅简单对接。
接头效率:一般低于75%,约在50%–70%之间。
优点:强度较高,抗局部变形能力。
缺点:接头长度长。
重要提醒:
按标准执行:
具体采用何种接头方式及搭接长度,必须严格遵循输送带制造商提供的技术规范——不同品牌、型号的要求可能有差异。
工艺决定质量:
无论哪一级搭接,热硫化的温度、压力和时间都至关重要。工艺不达标,再好的设计也无法实现预期强度。
专业操作:
钢丝绳接头是一项技术活,必须由培训合格的专业人员使用专用设备(如硫化机)操作。

总结:
不同的工业应用对接头强度的要求不同。一级接头形式只适用于钢丝绳直径小,间距大的输送带接头。它具有强度保持率高,接头长度短等优点;二级接头长度和平均有效间距介于一级与三级之间;三级接头形式适用于高强度输送带的连接,但接头较长,费用高。形式选择时要根据带体中钢丝绳直径、抽出力、钢丝绳破断力、中心距以及要求接头强度接近原带强度的最短接头形式来决定。一级、二级、三级搭接提供了不同等级的接头效率(接头强度与皮带本身强度的比率),以适应不同的使用场景和预算。

 辽公网安备21010602001036
辽公网安备21010602001036

 客服1
客服1  客服2
客服2