 18202405538 / 18202405538
18202405538 / 18202405538

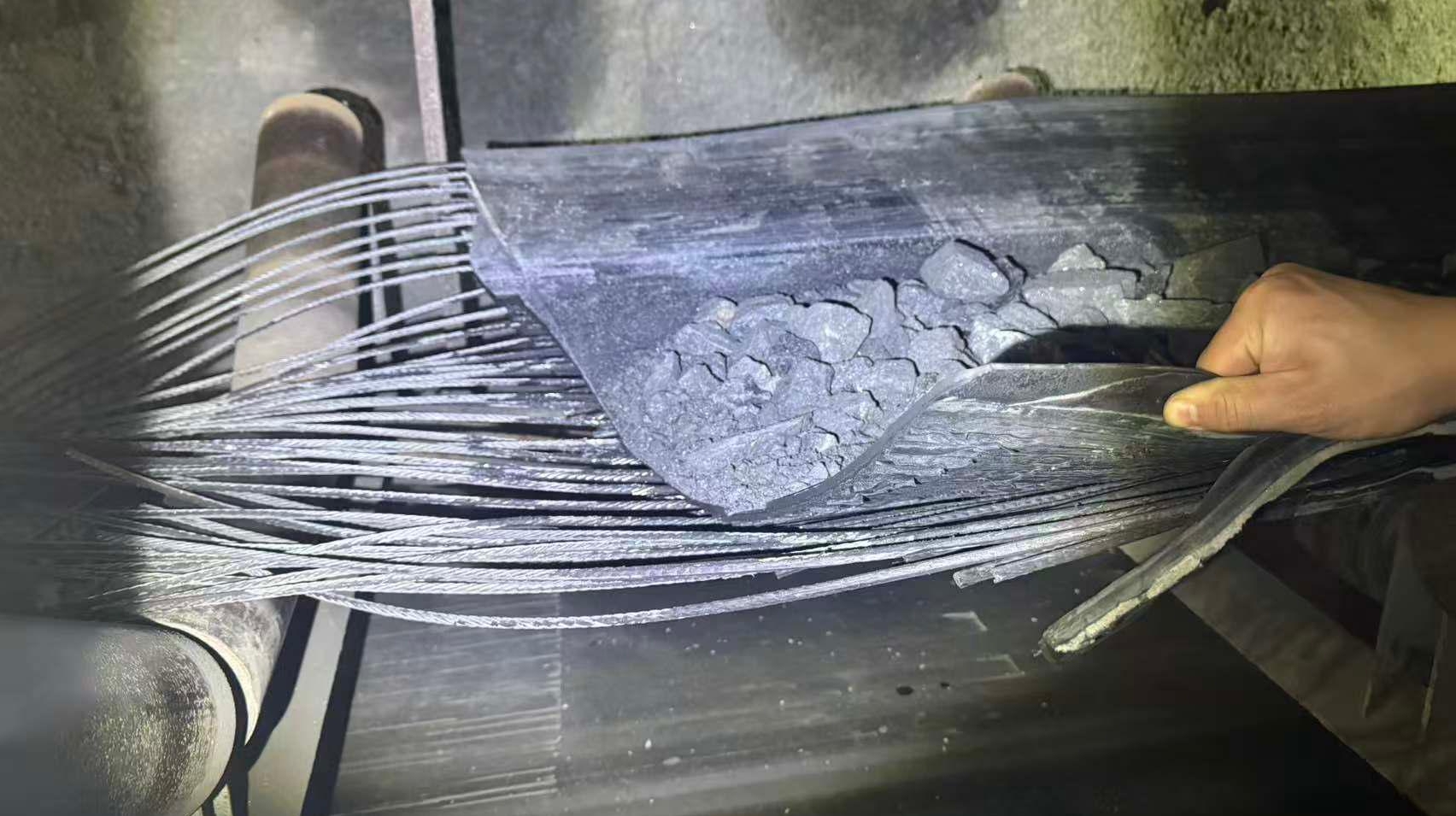
煤矿、电厂、港口等工矿场景普遍使用钢丝绳输送带,其接头一旦出现开胶、断裂,不仅会造成生产线停摆、增加维修开销,还会带来安全隐患。不少工作人员反复修补,故障却依旧频发,问题往往并非出自皮带本身,而是接头施工的细节把控不到位。本文结合现场工况,分析故障成因并讲解标准化施工方法,助力提升接头品质与使用寿命。

常见施工问题及标准化施工要点
钢丝绳输送带接头后期断带、鼓包、开胶、脱层、松动,大多源于施工过程中的细节疏漏。每一处不规范操作,都会直接降低接头粘接强度,埋下运行隐患。具体问题及标准整改方式如下:

左右滑动查看更多
表面打磨不彻底
很多施工打磨不到位,钢丝绳表面仍残留旧橡胶、杂质。残留橡胶会直接阻隔胶料与钢丝绳的结合,导致粘接不密实、贴合不紧密。设备长期运行受力后,接头极易出现松动、分层,逐步发展为开胶、断裂。

规范做法:施工时必须彻底清理钢丝绳表面残留橡胶,整体均匀打磨,保证接触面干净、粗糙、无杂质,为粘接提供良好基础。
涂胶厚度不均匀
施工中容易出现胶层厚薄不一、局部堆胶、局部漏胶的情况。胶层厚度不一致,会导致硫化过程中各位置干燥、固化速度不同步,成型后胶层内部受力不均,整体粘接强度大幅下降,接头耐用性大打折扣。

规范做法:涂刷胶水保持薄而均匀,统一胶层厚度,保证整体同步固化、受力均匀,稳定粘接强度。
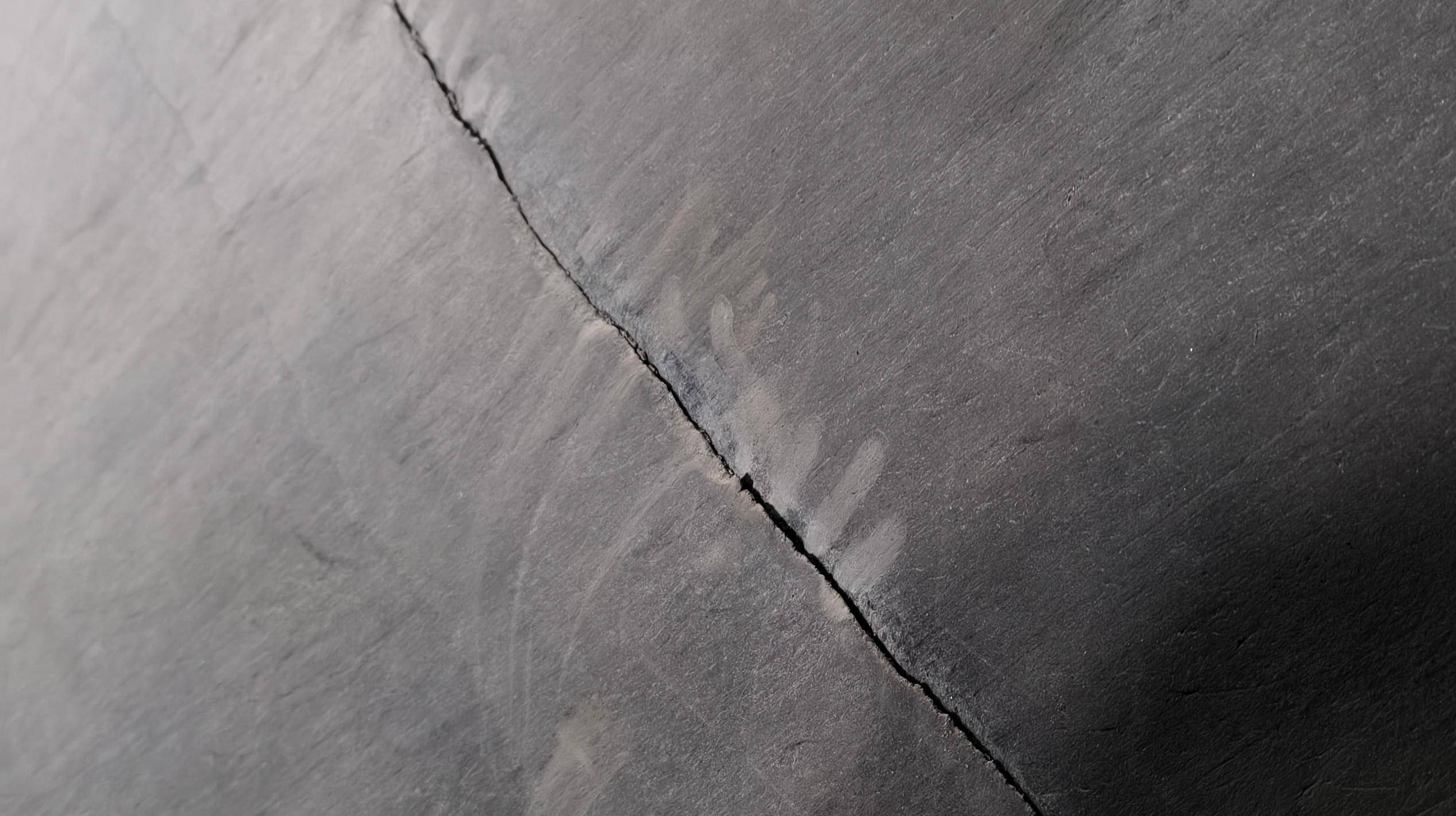
涂胶未晾至微粘状态就贴合
部分师傅为节省时间,胶水涂刷完成后直接贴合,没有晾置到位。胶层未达到“手背轻触微粘”的最佳状态,无法与接触面充分结合,粘接力严重不足,接头后期极易脱胶失效。

规范做法:每遍胶水涂刷后预留充足晾置时间,待胶面达到微粘状态,再进行贴合与后续硫化作业,保障粘接效果。
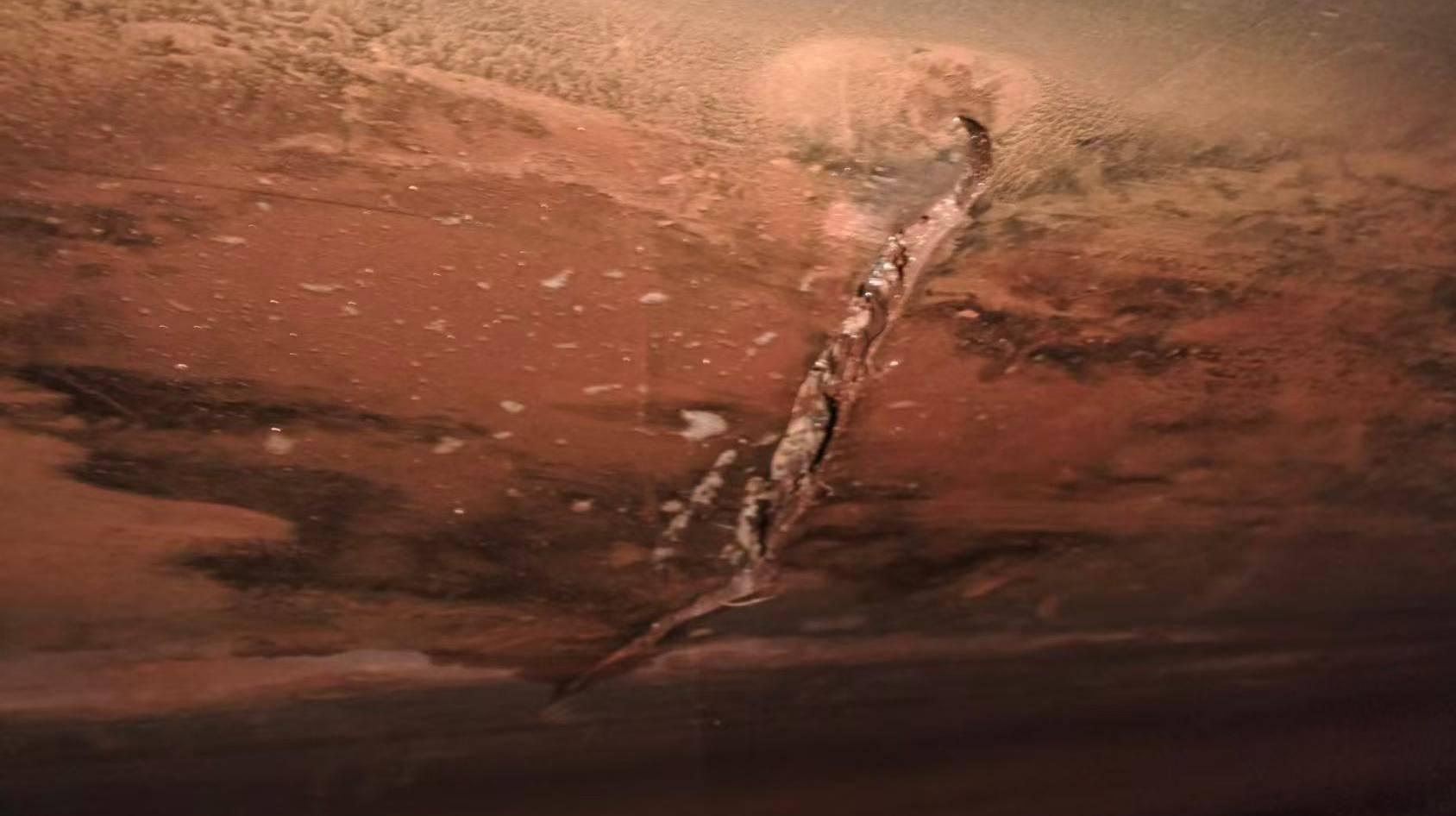
胶料搭配不当、硫化工艺不规范
施工中随意搭配胶料、混用适配性差的胶材,或是热硫化作业时温度、压力、养护时长把控不规范,会直接导致接头硫化不完全,内部结构存在瑕疵。长期负载运行后,接头容易出现脱胶、分层甚至断裂等故障,严重影响设备运行稳定性。

规范做法:根据现场工况环境,选用适配的成套专用胶料,保证胶材之间兼容性一致。严格遵循标准化硫化参数,精准把控温度、压力、作业时长,硫化全过程需保持恒温稳压状态,待硫化工序彻底完成、接头完全冷却定型后,再撤除加压设备,有效保障接头结构稳固、强度达标。

钢丝带接头多数故障,都源于施工工序不规范、细节不到位。想要接头牢固耐用、减少后期开胶断带问题,重点做好表面打磨、均匀涂胶、标准晾置、规范硫化四大核心工序,搭配适配专用胶料,即可有效提升接头粘接强度,降低故障频次,保障生产稳定运行。
 辽公网安备21010602001036
辽公网安备21010602001036

 客服1
客服1  客服2
客服2